
Індывідуальныя пластыкавыя дэталі


Як адзін з самых канкурэнтных вытворцаў цвілі і ін'екцыйная кампанія ў Кітаі. Мы абслугоўваем шырокі спектр галіновых прыкладанняў, у тым ліку хатняе прыкладанне, аўтаматычнае, электроннае, медыцынскае, сельскае, здабыча і г.д.
Нашы паслугі ўключаюць:
- Дызайн CAD/аналіз патоку цвілі/DFM
- Карыстальніцкая цвіль, выраб згінання
- Пластыкавая ліццё ўмоўнай ін'екцыі
- Прататыпаванне, невялікі аб'ём вытворчасці
- Жывапіс, друк навыкаў, збор
Уводзіны
Наш краму для ліцця пад ціскам абсталяваны 12 камплектамі пластыкавых машын для ліцця, вар'іруецца ад 4000 да 800 тон, мы прадастаўляем 24 гадзіны ў дзень, 7 дзён на тыдзень аўтаматычна вытворчасць. Пластыкавая смала, якую мы абралі, ахоплівае шырокі асартымент, уключае ABS, PC, PP, PA, PMMA, POM, PE і г.д.
Мы будуем формы для ліцця пластыкавага ўпырску, у пачатку дызайну цвілі мы ўлічваем падключэнне падключэння, гэта дазваляе нам дасягнуць найменшага часу цыкла ліцця, мінімальных выдаткаў на тэхнічнае абслугоўванне, які ў канчатковым выніку прывядзе да карысці нашым кліентам. Заказы на нізкі аб'ём таксама вітаюцца, гэта заўсёды здаралася, калі кліент лічыць, што кошт невыносная, асабліва выдаткі на цвіль. Наша цвіль здольная забяспечыць поўны спектр рашэнняў, каб знізіць ваш бюджэт на праект з нізкім аб'ёмам з добрай якасцю. Нашы эксперты працуюць з вамі разам, каб знайсці лепшае рашэнне для вашых кампаній.
У нас ёсць розныя пластыкавыя формы для ўпырску для аўтамабільных, лекаў, асвятлення, спартыўнага абсталявання, хатняга прыбору і сельскай гаспадаркі. У цяперашні час у нас у нашай кампаніі ёсць 20 выдатных інжынераў, большасць з іх мае добрую адукацыю ў галіне ліцця пластыкавых ін'екцый, яны ганарацца сваімі творамі, мы можам забяспечыць 20 набораў ін'екцыйных формаў у месяц. Каб задаволіць найвышэйшыя патрабаванні сусветных кампаній, мы пастаянна ўкладваем у найноўшыя тэхналогіі і абсталявалі самыя сучасныя вытворчыя магутнасці, мы маем поўную ўласную вытворчасць пластыкавай формы для ўпырску, ліццё ін'екцый, жывапіс, ёмістасць зборкі, наша абсталяванне ўключае, але не абмяжоўваючыся імі : 8 камплектаў ЧПУ, дакладнасць 0,005 мм; 14 набораў люстэрка EDM, 8 камплектаў павольнага разрэзанага дроту, 12 камплектаў машын для ліцця пад ціскам вар'іруюцца ад 40 тон да 800тона, 1 набор 2D -вымярэння праекцыі, 1 набор CMM. Мы можам пабудаваць пластыкавую цвіль і максімум адліцця 7,5 тон, адлітыя пластыкавыя дэталі максімум 1200 г. Мы таксама выкарыстоўваем пашыраную сістэму CAD/CAM/CAE, мы можам працаваць з фарматам дадзеных у PDF, DWG, DXF, IGS, STP і г.д.
Прынцып працы
Ліццё ўпырску - гэта працэс утварэння пластыкавай смалы ў патрэбную форму. Машына для ліцця пад ціскам Націсніце пластык расплаўленага ў форму, і астудзіце сістэму астуджэння ў цвёрдую распрацаваную форму, амаль усе тэрмапластыкі выкарыстоўваюць гэты метад, параўноўваючы з іншым спосабам апрацоўкі, ліццё пад ціскам мае перавагу дакладнасці, прадукцыйнасці, ён мае больш высокую патрэбу ў абсталяванні для абсталявання і кошт цвілі, таму гэта ў асноўным для вытворчасці з высокім утрыманнем лінейных дэталяў.
Машына для ліцця пад ціскам звычайна выкарыстоўваецца цыліндр поршня / шруба. Працэс ліцця ўпырску: карміце пластыкавую сыравіну з бункера ў бочку, поршер пачынае штурхаць, пластыкавую сыравіну выштурхоўваюць у зону нагрэву, а затым праз байпас -шатл, расплаўлены пластык праз асадку ў паражніну цвілі, Затым вада ці алей праходзяць праз распрацаваную сістэму астуджэння, каб астудзіць форму, каб атрымаць пластыкавы артыкул. Звычайна для правільнага лячэння, каб выдаліць стрэс, які ўтвараецца ў працэсе ліцця, з устойлівасцю і працаздольнасцю звычайна патрабуецца ўстойлівасцю ў ін'екцыі, каб мець добрую ўстойлівасць і прадукцыйнасць.
Шэсць этапаўпластыкавая ліццё ўмоўнай ін'екцыіпрацэс
Працэс ліцця пластыкавага ўпырску пачынаецца з кармлення гравітацыі паліалефінавых гранул з бункера ў ін'екцыйную адзінку машыны для ліцця. Цяпло і ціск прымяняюцца да поліалефіннай смалы, у выніку чаго яе раставалі і цячы. Раставанне ўводзіцца пад высокім ціскам у форму. Ціск падтрымліваецца на матэрыяле ў паражніны, пакуль ён не астыне і застыне. Калі тэмпература пластыкавай часткі ніжэй, чым тэмпература скажэння матэрыялу, адчыняецца цвіль і выкідваецца пластыкавая частка.
Поўны працэс упырску называецца цыклам ліцця. Перыяд паміж пачаткам увядзення расплаву ў паражніну цвілі і адчыненнем формы называецца заціскам блізкага часу. Агульны час цыкла ўпырску складаецца з заціскавага часу, плюс час, неабходны для адкрыцця цвілі, выкідваючы пластычную частку і зноў зачыніць цвіль, машына для ліцця ін'екцыі пераносіце смалу ў адлітую дэталі праз раставанне, ін'екцыю, упакоўку, упакоўку, упакоўка, упакоўка, упакоўка, упакоўка, упакоўка, упакоўка, упакоўка, упакоўка, упакоўка і астудзіць цыкл. Пластыкавая машына для ліцця ўпырску ўключае ў сябе наступныя асноўныя кампаненты, як паказана ніжэй.
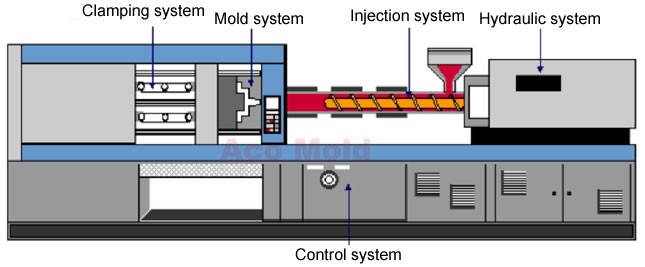
Сістэма ўпырску: Пакарміце сыравіну ў цыліндр, нагрэйце і растануць, націсніце расплаўленыя матэрыялы ў паражніну праз запасную.
Гідраўлічная сістэма: Каб забяспечыць сілу ўпырску.
Сістэма цвілі: Каб загрузіць і сабраць форму.
Сістэма заціску: Каб забяспечыць сілу ўпакоўкі.
Сістэма кіравання: Для кантролю дзеянняў, сістэмы астуджэння.
Сіла заціску звычайна выкарыстоўваецца для выяўлення ёмістасці пластыкавай машыны для ліцця, іншыя параметры ўключаюць аб'ём стрэлу, хуткасць упырску, ціск упырску, шруба, макет з ін'екцыйнай паласы, памер цвілі і адлегласць паміж брускамі. Пластыкавыя машыны для ліцця пад ціскам можна падзяліць на некалькі катэгорый, акрамя машын агульнага прызначэння для звычайных пластыкавых дэталяў без высокай дакладнасці і незвычайнай канструкцыі, ёсць машыны з шчыльнай талерантнасцю, асабліва для дэталяў высокай дакладнасці і хуткасных машын для дэталяў тонкай сценкі.
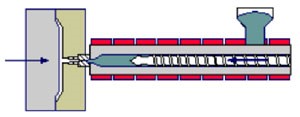
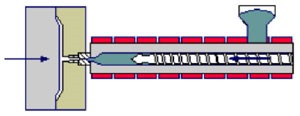
Цэлы працэс ліцця ўпырску ўключае ў сябе наступныя шэсць крокаў
1) Цвіль зачыняецца, і шруба пачынае рухацца наперад для ўпырску.
2) Напаўненне, выкідванне растала сыравіну ў паражніну.
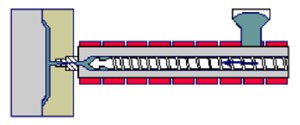
3) Упакоўка, паражніну ўпакоўваецца, калі шруба пастаянна рухаецца наперад.
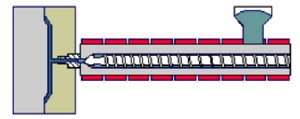
4) Астуджэнне, паражніну астуджаецца, калі вароты замярзаюцца і зачыняюцца, шруба пачынае адцягвацца, каб пластызаваць матэрыял для наступнага цыкла.
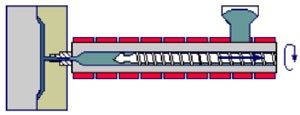
5) Адкрытая цвіль і частка выкідання, цвіль адкрываецца, а дэталі ўводзяцца сістэмай выкіду.
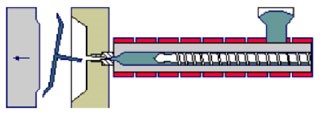
6) Зачыніце, цвіль зачыняецца і пачынаецца наступны цыкл.
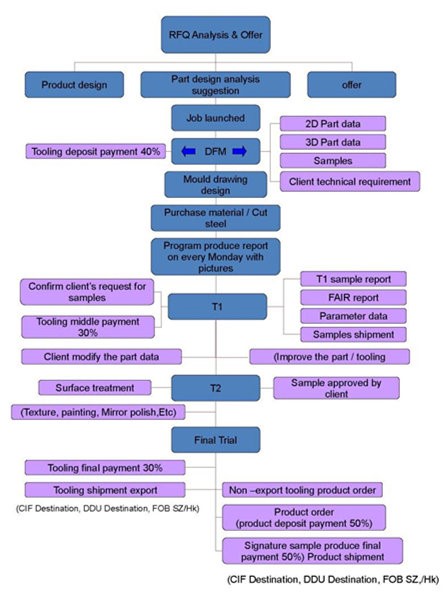
Працэдура PO
Ад запыту да закрытага PO, у нас ёсць стандартная працэдура, яна дапамагае як унутраным, так і кліентам заўсёды ясна, дзе мы знаходзімся. Пераход кожнага кроку быў бы прасцей і больш гладкім.
Працэс замовы ў ін'екцыі экспартнай ін'екцыі Пластыкавая цвіль:
- Атрыманы 2D/3D-частка ад кліента, менеджэр праектаў праводзіць пачатак сустрэчы, каб перагледзець дадзеныя кліентаў з дызайнерамі цвілі, вытворцамі формаў, менеджэрам QA, PMC. Збярыце ўсю інфармацыю, якая абмяркоўвалася, дасылайце справаздачу DFM заказчыку для пацверджання.
- Даклад DFM змяшчае ўсю неабходную інфармацыю перад распрацоўкай і вырабам. Шлях для цвілі, шлях выкіду, планіроўка штыфтоў ін'екцый, макет дэталяў, лінія размаху цвілі, астуджальная лінія. Функцыя спецыяльнай структуры, як паўзункі, пад'ёмнікі кута, аздабленне ядра цвілі і паражніны, гравіроўку і г.д.
- Пасля таго, як усе дэталі былі абмеркаваны, запуск канструкцыі цвілі і 2D макет дызайну цвілі будзе прадастаўлены заказчыку на працягу 1-3 дзён, дызайн цвілі ў 3D займае 3-7 дзён, залежыць ад складанасці цвілі.
- Адпраўляйце дызайн цвілі заказчыку для зацвярджэння, пачніце заказваць сталь для цвілі, аснову цвілі, аксэсуары пасля дэпазіту. Будзе прадстаўлены справаздачу аб працэсе і пакажа ўвесь запланаваны працэс. Штотыднёвы справаздачу будзе вынікае, калі працэс вытворчасці цвілі перамяшчаецца, пакуль ён не скончыцца.
- У першую чаргу ў выпрабаванні цвілі паведамляецца, ці правільна ўвесь механізм цвілі, геаметрыя частка правільна, мы правяраем сістэму астуджэння цвілі, сістэму ўпырску цвілі, сістэму выкіду цвілі і г.д. Пасля правільнай мадыфікацыі, пластыкавыя ўзоры T1 будуць прадстаўлены кліентам разам З дакладам па вымярэнні, параметр ліцця пад ціскам. Звычайна гэта 90% дасканаласці.
- Атрымайце каментары да ўдасканалення ўзору, функцыянальнасці, знешняга выгляду, памеру пасля выпраўленняў, скончыце тэкстуру/паліроўку, гравіроўку, адпраўце ўзоры для канчатковага зацвярджэння.
- Зрабіце невялікую аўтаматычную запуску і даследаванне справаздачы CPK, каб пераканацца, што ўстойлівасць інструментаў.
- Упакоўваючы форму з драўлянай скрыначкай, калі форма, пастаўленая морам, мы звяртаем спецыяльна ўвагу на вакуумную ўпакоўку, каб пазбегнуць іржавай. Пакеты ўключаюць у сябе ўсе 2D/3D -мадэль дызайну, дадзеныя праграмавання NC, медзь, запасныя часткі, узаемазаменныя ўстаўкі і г.д.
- Сачыце за працай працы ў заводзе кліентаў і прадастаўляйце неабходныя паслугі.
Мы нават можам вырабіць пластыкавыя прадукты вялікага памеру ў якасці патрабаванняў кліентаў, якія шырока выкарыстоўваюцца ў майнинг, прамысловасці, будаўніцтве і гэтак далей. Калі ласка, пракансультуйцеся з фабрыкай для асаблівых патрабаванняў.












