
Пластыкавыя дэталі на заказ


Як адзін з самых канкурэнтаздольных вытворцаў прэс-формаў і кампаній па ліцці пад ціскам у Кітаі, мы абслугоўваем шырокі спектр галін прамысловасці, у тым ліку бытавую, аўтамабільную, электронную, медыцынскую, сельскую гаспадарку, горназдабыўную прамысловасць і г.д.
Нашы паслугі ўключаюць:
- CAD-праектаванне/аналіз патоку ў прэс-форме/DFM
- Выраб ліцця пад ціскам на заказ, ліццё пад ціскам
- Ліццё пластыка пад ціскам
- Прататыпаванне, вытворчасць невялікіх серый
- Жывапіс, майстэрскі друк, зборка
Уводзіны
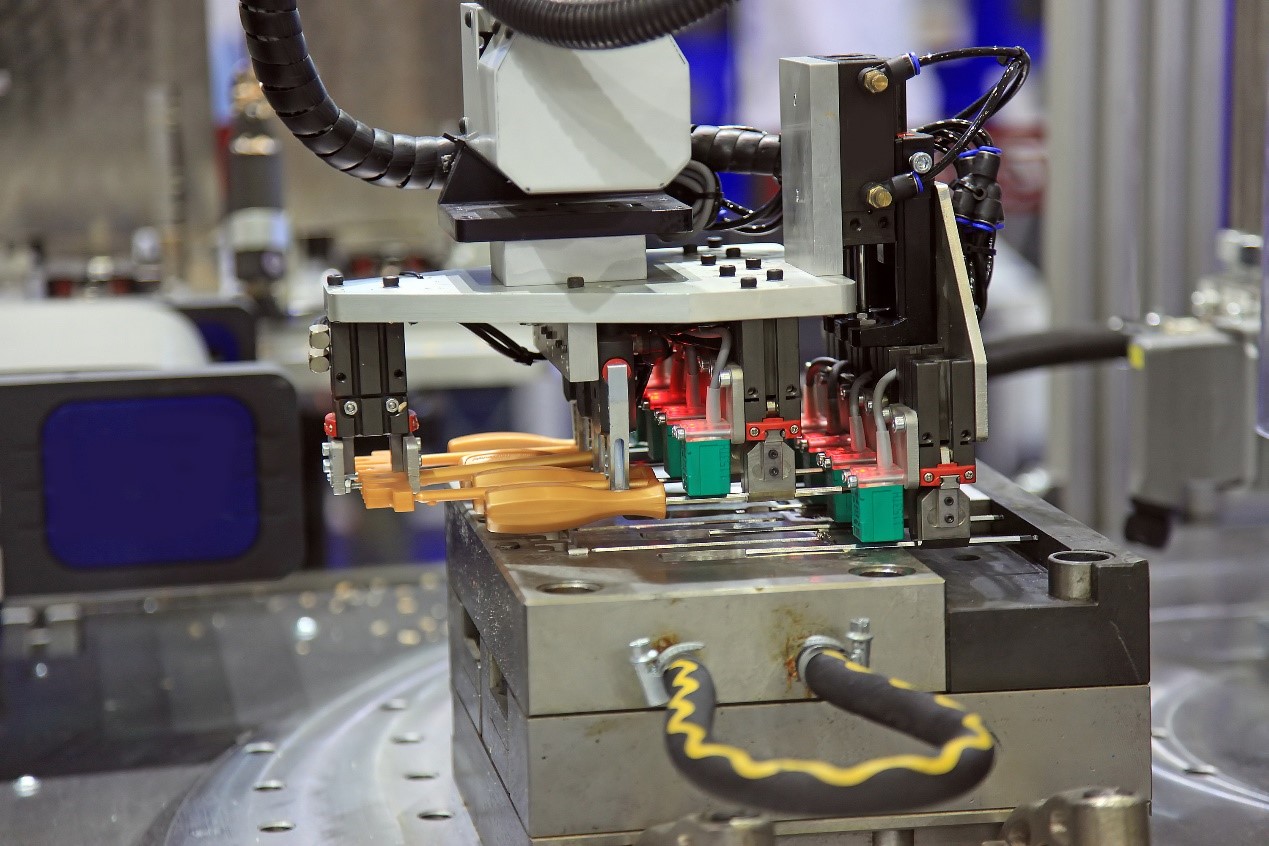
Наш цэх ліцця пад ціскам абсталяваны 12 камплектамі машын для ліцця пластмас пад ціскам магутнасцю ад 40 да 800 тон. Мы прапануем аўтаматычныя вытворчыя паслугі 24 гадзіны ў суткі, 7 дзён на тыдзень. Мы выкарыстоўваем шырокі спектр пластмасавых смал, у тым ліку ABS, PC, PP, PA, PMMA, POM, PE і г.д.
Мы вырабляем формы для ліцця пластмас пад ціскам. На пачатку праектавання формы мы ўлічваем асаблівасці ліцця пад ціскам, што дазваляе нам дасягнуць найкарацейшага цыклу ліцця і мінімальных выдаткаў на абслугоўванне, што ў канчатковым выніку прыносіць карысць нашым кліентам. Мы таксама вітаем заказы на вытворчасць невялікіх аб'ёмаў, асабліва калі выдаткі на выраб прэс-формаў невыносныя. Нашы прэс-формы здольныя прапанаваць поўны спектр рашэнняў для зніжэння вашага бюджэту на праекты невялікіх аб'ёмаў з добрай якасцю. Нашы эксперты працуюць з вамі разам, каб знайсці найлепшае рашэнне для вашай кампаніі.
Мы маем вопыт працы з рознымі формамі для ліцця пластмас пад ціскам для аўтамабільнай, медыцынскай, асвятляльнай прамысловасці, спартыўнага абсталявання, бытавой тэхнікі і сельскай гаспадаркі. У цяперашні час у нашай кампаніі працуе 20 выдатных інжынераў, большасць з якіх маюць добрую адукацыю ў галіне ліцця пластмас пад ціскам, яны ганарацца сваёй працай і можам пастаўляць 20 камплектаў формаў пад ціскам у месяц. Каб задаволіць самыя высокія патрабаванні сусветных кампаній, мы пастаянна інвестуем у найноўшыя тэхналогіі і абсталявалі самыя сучасныя вытворчыя магутнасці для прэс-формаў. У нас ёсць поўны спектр уласных магчымасцей для вытворчасці формаў для пластмас пад ціскам, ліцця пад ціскам, афарбоўкі і зборкі. Наша абсталяванне ўключае, але не абмяжоўваецца: 8 камплектаў ЧПУ з дакладнасцю 0,005 мм; 14 камплектаў люстраной электраэрозійнай апрацоўкі, 8 камплектаў павольнай рэзкі дротам, 12 камплектаў машын для ліцця пад ціскам ад 40 тон да 800 тон, 1 камплект 2D-праекцыйнага вымярэння, 1 камплект КММ. Мы можам вырабляць формы для пластмас і ліццё пад ціскам максімум 7,5 тон, а таксама ліццё пластыкавых дэталяў вагой да 1200 г. Мы таксама выкарыстоўваем перадавыя сістэмы CAD/CAM/CAE, можам працаваць з дадзенымі ў фарматах pdf, dwg, dxf, igs, stp і г.д.
Прынцып працы
Ліццё пад ціскам — гэта працэс надання пластыкавай смале патрэбнай формы. Ліццёвы станок уціскае расплаўлены пластык у форму і астуджае з дапамогай сістэмы астуджэння да атрымання цвёрдай патрэбнай формы. Гэты метад выкарыстоўваецца практычна для ўсіх тэрмапластаў. У параўнанні з іншымі спосабамі апрацоўкі ліццё пад ціскам мае перавагі ў дакладнасці, прадукцыйнасці, а таксама мае больш высокія патрабаванні да абсталявання і кошту формы, таму ён у асноўным выкарыстоўваецца для масавай вытворчасці дэталяў, атрыманых ліццём пад ціскам.
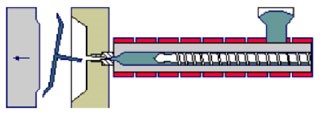
У машыне для ліцця пад ціскам звычайна выкарыстоўваецца плунжерны цыліндр/шрубавы цыліндр. Працэс ліцця пад ціскам: пластыкавая сыравіна падаецца з бункера ў цыліндр, плунжер пачынае штурхаць, пластыкавая сыравіна праштурхоўваецца ў зону нагрэву, а затым праз байпасны човен, расплаўлены пластык праз сопла ў поласць формы, затым вада або алей прапускаюцца праз распрацаваную сістэму астуджэння для астуджэння формы і атрымання пластыкавага вырабу. Дэталі, атрыманыя ліццём пад ціскам, звычайна патрабуюць належнай апрацоўкі, каб зняць напружанне, якое ўзнікае падчас працэсу ліцця, каб забяспечыць добрую стабільнасць памераў і характарыстыкі.
Шэсць этапаўліццё пластыка пад ціскампрацэс
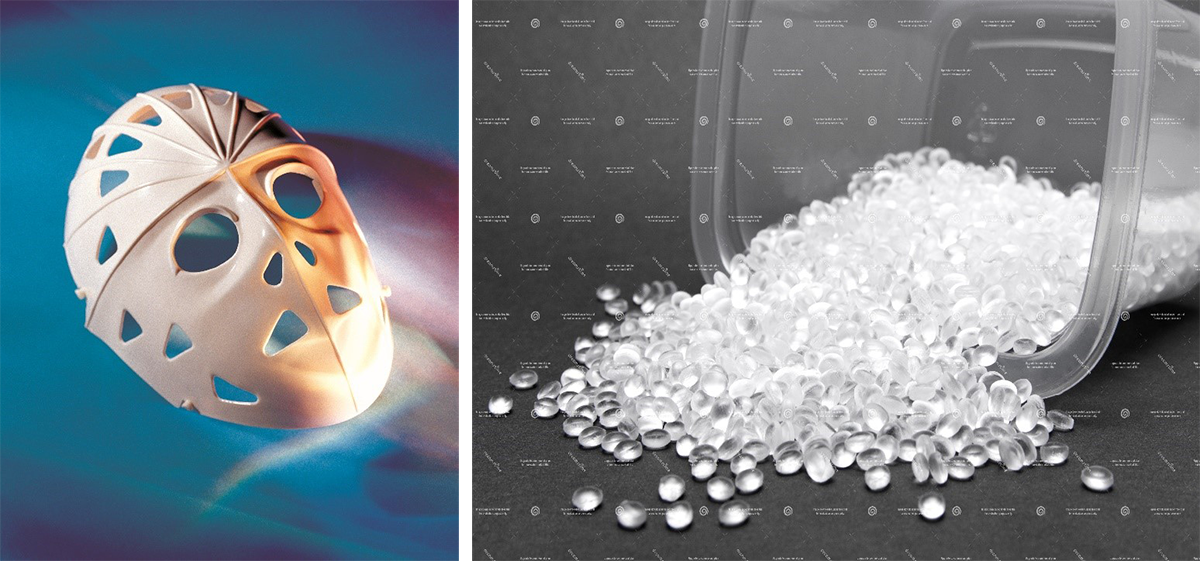
Працэс ліцця пластмас пад ціскам пачынаецца з падачы поліалефінавых гранул з бункера пад дзеяннем сілы цяжару ў ліццёвы блок ліцця. Да поліалефінавай смалы прыкладаюцца цяпло і ціск, што прыводзіць да яе расплаўлення і цякучасці. Расплаў пад высокім ціскам упырскваецца ў форму. Ціск на матэрыял у паражніне падтрымліваецца, пакуль ён не астыне і не зацвярдзее. Калі тэмпература пластыкавай дэталі апускаецца ніжэй за тэмпературу дэфармацыі матэрыялу, форма адкрываецца, і пластыкавая дэталь выкідваецца.
Поўны працэс упырску называецца цыклам фармавання. Перыяд паміж пачаткам упырску расплаву ў поласць формы і адкрыццём формы называецца часам закрыцця заціску. Агульны час цыклу ўпырску складаецца з часу закрыцця заціску плюс час, неабходны для адкрыцця формы, выкіду пластыкавай дэталі і паўторнага закрыцця формы. Ліццёвая машына пераносіць смалу ў адлітыя дэталі праз цыкл плаўлення, упырску, упакоўкі і астуджэння. Ліццёвая машына для пластмас пад ціскам уключае ў сябе наступныя асноўныя кампаненты, пералічаныя ніжэй.
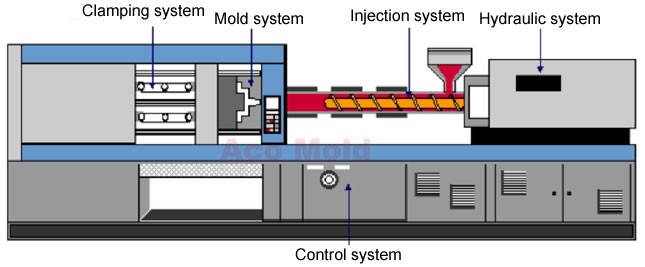
Сістэма ўпырскуЗагрузіце сыравіну ў цыліндр, нагрэйце і расплавіце яе, затым праштурхніце расплаўленыя матэрыялы ў поласць праз запасны адтуліну.
Гідраўлічная сістэма: забяспечыць сілу ўпырску.
Сістэма цвілі: загрузіць і сабраць форму.
Сістэма заціску: забяспечыць сілу ўпакоўкі.
Сістэма кіравання: кіраваць дзеяннем, сістэмай астуджэння.
Сіла заціску звычайна выкарыстоўваецца для вызначэння магутнасці ліццёвай машыны для пластмас пад ціскам, іншыя параметры ўключаюць аб'ём упырску, хуткасць упырску, ціск упырску, шнек, размяшчэнне ліццёвай планкі, памер формы і адлегласць паміж звязкамі. Ліццёвыя машыны для пластмас пад ціскам можна падзяліць на некалькі катэгорый, акрамя машын агульнага прызначэння для звычайных пластыкавых дэталяў без высокай дакладнасці або незвычайнай канструкцыі, існуюць машыны з жорсткімі допускамі, спецыяльна для высокадакладных дэталяў, і высакахуткасныя машыны для тонкасценных дэталяў.
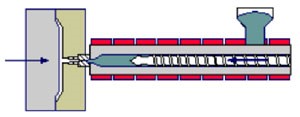
Увесь працэс ліцця пад ціскам ўключае наступныя шэсць этапаў
1) Форма зачыняецца, і шнек пачынае рухацца наперад для ўпырску.
2) Запаўненне, выкід расплаўленай сыравіны ў поласць.
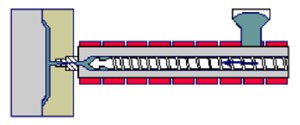
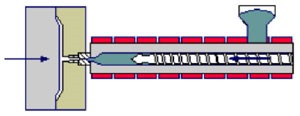
3) Упакоўка, поласць ушчыльняецца, калі шруба бесперапынна рухаецца наперад.
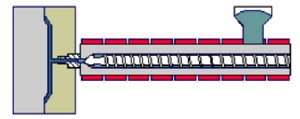
4) Астуджэнне, паражніна астывае, калі засаўка замярзае і зачыняецца, шруба пачынае ўцягвацца, каб пластыфікаваць матэрыял для наступнага цыклу.
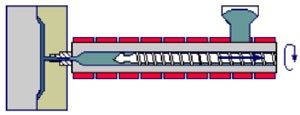
5) Адкрыццё формы і выкід дэталі, форма адкрываецца, і дэталі ўпырскваюцца сістэмай выкіду.
6) Зачыніць, форма зачыняецца, і пачынаецца наступны цыкл.
Працэдура замовы на пастаўку
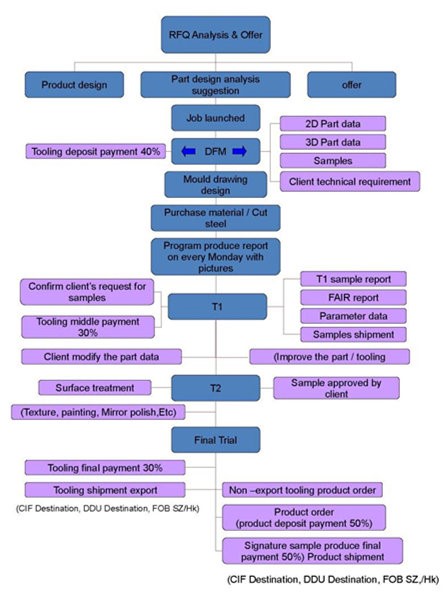
Ад запыту да закрыцця замовы на пастаўку ў нас ёсць стандартная працэдура, якой трэба прытрымлівацца, яна дапамагае як унутраным супрацоўнікам, так і кліентам заўсёды разумець, на якім этапе мы знаходзімся. Пераход на кожны крок таксама будзе прасцейшым і больш гладкім.
Працэс замовы экспартнай пластыкавай формы для ін'екцый:
- Атрыманне 2D/3D чарцяжа дэталі ад кліента, кіраўнік праекта праводзіць уступную сустрэчу для разгляду дадзеных ад кліента з канструктарамі прэс-формаў, вытворцамі прэс-формаў, менеджарам па кантролі якасці і кіраўніком праекта. Уся інфармацыя абмяркоўваецца, справаздача DFM адпраўляецца кліенту для пацверджання.
- Справаздача DFM змяшчае ўсю неабходную інфармацыю перад праектаваннем і вытворчасцю. Шлях літніка формы, шлях выкіду, размяшчэнне штыфтоў для ўпырску, размяшчэнне дэталяў, лінія раздзялення формы, лінія астуджэння. Спецыяльныя структурныя элементы, такія як паўзункі, вуглавыя пад'ёмнікі, аздабленне стрыжня і паражніны формы, гравіроўка і г.д.
- Пасля абмеркавання ўсіх дэталяў пачынаецца распрацоўка дызайну формы, і 2D-макет формы будзе прадастаўлены кліенту на працягу 1-3 дзён, распрацоўка дызайну формы ў 3D займае 3-7 дзён у залежнасці ад складанасці формы.
- Адпраўце праект формы кліенту для зацвярджэння, пачніце заказваць сталь для формы, аснову формы і аксэсуары пасля атрымання дэпазіту. Будзе прадстаўлена справаздача аб працэсе, якая адлюстроўвае ўвесь запланаваны працэс. Штотыднёвая справаздача будзе суправаджацца працэсам вытворчасці формы да яго завяршэння.
- Першыя выпрабаванні формы паказваюць, ці ўсе механізмы формы працуюць належным чынам, ці правільная геаметрыя дэталі. Мы правяраем сістэму астуджэння формы, сістэму ўпырску ў форму, сістэму выкіду формы і г.д. Пасля належнай мадыфікацыі ўзоры літых пластыкавых вырабаў T1 будуць прадстаўлены кліенту разам са справаздачай аб памерах і параметрамі ліцця пад ціскам. Звычайна гэта 90% дасканаласці.
- Атрымайце каментарыі па паляпшэнні ўзору, функцыянальнасці, знешняга выгляду, памераў пасля карэкціроўкі, завяршыце тэкстуру/паліроўку, гравіроўку, адпраўце ўзоры на канчатковае зацвярджэнне.
- Правядзіце невялікае аўтаматычнае даследаванне і справаздачу па КФК, каб пераканацца ў стабільнасці інструмента.
- Упакоўка формы ў драўляную скрынку. Калі форма перавозіцца морам, мы звяртаем асаблівую ўвагу на вакуумную ўпакоўку, каб прадухіліць іржаўленне. У камплект уваходзяць усе чарцяжы 2D/3D формы, дадзеныя праграмавання ЧПУ, медзь, запасныя часткі, зменныя ўстаўкі і г.д.
- Сачыць за працаздольнасцю формы на заводзе кліента і аказваць неабходныя паслугі.
Мы можам вырабляць нават вялікагабарытныя пластыкавыя вырабы па патрабаванні кліентаў, якія шырока выкарыстоўваюцца ў горназдабыўной прамысловасці, будаўніцтве і г.д. Калі ласка, звярніцеся на завод па спецыяльныя патрабаванні.












